Сварка, наплавка валика
Все методы и приемы сварки предназначены для того чтоб шов был на много крепче и надежней, а труд сварщика хоть немного облегчался. На счет второго это не всегда получается, но сварное соединение, если постараться, может прослужить долгие годы. Для того чтоб шов из валика был узким, необходимо не совершать никаких колебательных движений, а перемещать электрод прямолинейным способом по ходу шва по направлению его оси.
Электрод будет находиться под наклоном по отношению к поверхности металла, это нужно, чтоб, когда конец электрода расплавляется и возникают капли, то они должны попадать в сварочную ванну. Если электрод вести с наклоном в другую сторону, по отношению к сварке, то будет происходить более глубокая проплавка шва.
Наплавка валика шва
Из этого следует, что можно регулировать, какая нужна глубина проплавки, а также регулировать формирование валика и следить за скоростью, с которой охлаждается сварочная ванна.
Ширина валика имеет значение, так, если лист тонкий или нужно проварить корень шва, то валик делают узким. Сварщик регулирует ширину с помощью скорости, с которой передвигается электрод, чем быстрее он это делает, тем ширина валика будет уже. Еще нужно правильно подобрать диаметр, который имеет электрод, узким считается примерно 0,8—1,5 мм.
Дуговая наплавка валиков

Немаловажным считается высота валика, например, если он узкий и высокий, то время для его застывания сокращается, но в нем остаются газы, которые не растворились, поэтому шов будет содержать поры. Главное прогревать металл , как говориться прожаривать в самый корень.
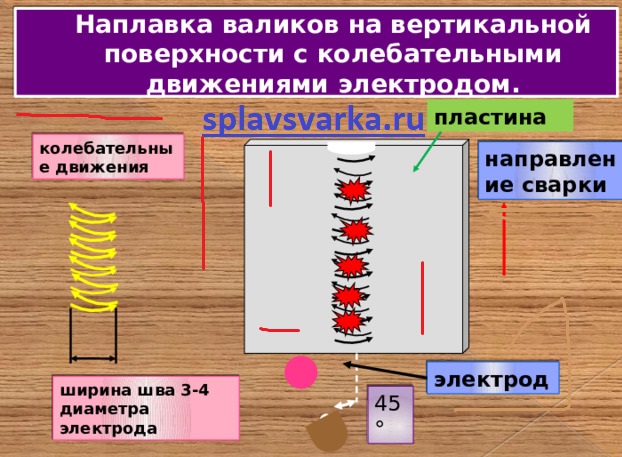
Чтобы этого избежать, лучше делать валик более широким, колебательными движениями электрод нужно будет вести не только вдоль шва, но и поперек. Но нужно учитывать, что данный процесс требует соблюдения определенной последовательности, также необходимо иметь знания о схемах, которые показывают разные колебательные движения электрода с учетом его скорости.
Наплавка вертикальных валиков
Оптимальная ширина наплавки валика составляет от 2,5 до 3,0 миллиметра, в этом случае проплавка получится максимальная. Если ширина будет больше, шов не успеет, в некоторых точках полностью проварится, и уровень производительности естественно уменьшится. Очень важно чтоб по окончании наплавки произошла заварка кратера, во избежание возникновения в последующем трещины. Наплавка валика может происходить после прихватки, которая предусматривает наложение коротких и узких валиков с полной проваркой металла.